Szia! Beszállítóként aOPVC csőextrudáló vonal, Saját bőrömön láttam, milyen döntő fontosságú a különböző alkatrészek sebességarányának beállítása egy OPVC csőextrudáló soron. Ebben a blogbejegyzésben néhány tippet és trükköt osztok meg ezzel kapcsolatban.

Az alapok megértése
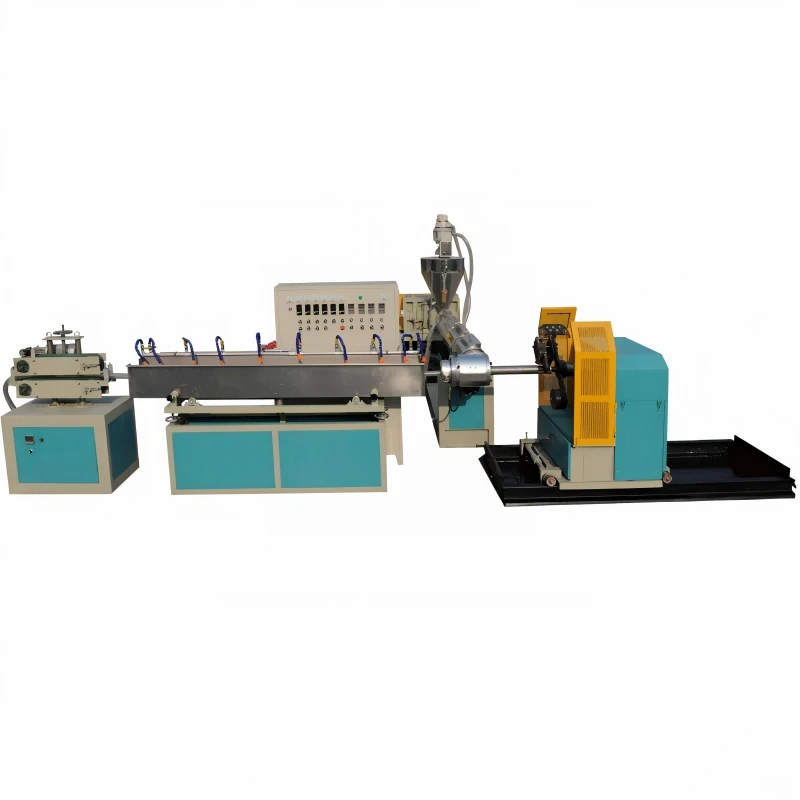
Mielőtt belemerülnénk a sebességarány beállításának részleteibe, először ismerjük meg az OPVC csőextrudáló sor alapvető összetevőit. Az OPVC csőextrudáló sor általában a következő összetevőkből áll:
- Extruder: Ez az extrudálósor szíve, ahol a nyersanyagokat megolvasztják és összekeverik, hogy homogén műanyag olvadékot képezzenek.
- Die Head: A vágófej felelős azért, hogy a műanyag olvadékot a kívánt csőprofilra alakítsa.
- Kalibráló egység: A kalibráló egység hűti és megszilárdítja az extrudált csövet, biztosítva annak méretpontosságát.
- Haul - off Unit: A lehúzó egység állandó sebességgel húzza át az extrudált csövet a vezetéken.
- Vágóegység: A vágóegység a kívánt hosszúságúra vágja a csövet.
Ezen komponensek mindegyikének harmonikusan kell működnie, és a köztük lévő sebességarány létfontosságú szerepet játszik az extrudálási folyamat minőségében és hatékonyságában.
Miért állítsa be a sebességarányt?
A különböző alkatrészek sebességarányának beállítása több okból is elengedhetetlen:
- Termékminőség: A megfelelő sebességarány biztosítja, hogy a cső egyenletes falvastagságot, sima felületet és pontos méretet biztosítson. Ha a sebességarány ki van kapcsolva, előfordulhat, hogy egyes területeken túl vastagok vagy túl vékonyak a csövek, vagy felületi hibáik lehetnek.
- Termelési hatékonyság: A sebességarány optimalizálásával a termékminőség feláldozása nélkül növelheti az extrudálósor gyártási sebességét. Ez azt jelenti, hogy több csövet készíthet rövidebb idő alatt, ami nagyszerű az eredmény szempontjából.
- Berendezésvédelem: Az alkatrészek megfelelő sebességarányú működtetése segít megelőzni a berendezés túlzott kopását. Például, ha a lehúzó egység túl gyorsan húzza a csövet az extrudálási sebességhez képest, az megterhelést jelenthet az extruderre és más alkatrészekre, ami idő előtti meghibásodáshoz vezethet.
A sebességarány beállítása
Most, hogy megértettük, miért fontos a sebességarány beállítása, nézzük meg, hogyan kell ezt megtenni.
1. Kezdje az extruder sebességével
Az extruder sebessége az alapja a teljes sor sebességarányának beállításának. Az extruder sebességét a cső kívánt kimeneti sebessége határozza meg. Figyelembe kell vennie olyan tényezőket, mint a cső átmérője, falvastagsága és a felhasznált nyersanyagok típusa.
Az extruder sebességének kiszámításához a következő képletet használhatja:
[Q=\rho\times A\times v]
ahol (Q) a kimeneti sebesség (kg/h), (\rho) a műanyag sűrűsége (kg/m³), (A) a cső keresztmetszete (m²), és (v) a cső lineáris sebessége (m/h).
Miután meghatározta a kimeneti sebességet, ennek megfelelően beállíthatja az extruder sebességét. A legtöbb modern extruder sebességszabályozó rendszerrel rendelkezik, amely lehetővé teszi a sebesség pontos beállítását.
2. Állítsa be a Haul-off egység sebességét
A lehúzó egység sebességét úgy kell beállítani, hogy az megfeleljen a cső extrudálási sebességének. Ha a lehúzási sebesség túl lassú, a cső felhalmozódik a lehúzó egység előtt, ami deformálódik. Másrészt, ha a lehúzási sebesség túl gyors, az megfeszítheti a csövet, ami nem egyenletes falvastagságot eredményez.
A kihúzó egység sebességének beállításához kezdje a becsült extrudálási sebességnél valamivel lassabb beállítással. Ezután fokozatosan növelje a sebességet, miközben figyelemmel kíséri a cső megjelenését és méreteit. Tolómérővel vagy más mérőeszközzel rendszeres időközönként ellenőrizheti a cső falvastagságát és átmérőjét.
3. Állítsa be a vágóegység sebességét
A vágóegység sebességét szinkronizálni kell a kihúzó egység sebességével. A vágóegységnek a megfelelő időben el kell vágnia a csövet, hogy biztosítsa a csövek megfelelő hosszúságú vágását.
A legtöbb vágóegység programozható vezérlőrendszerrel rendelkezik, amely lehetővé teszi a vágási hossz és a vágási gyakoriság beállítását. Ezeket a beállításokat a szállítóegység sebessége és a kívánt csőhossz alapján módosíthatja.
4. Finomhangolja a kalibrációs egységet és a szerszámfejet
A sebesség arányban a kalibráló egység és a vágófej is szerepet játszik. A kalibráló egységnek olyan sebességgel kell hűteni a csövet, amely összhangban van az extrudálási és kihúzási sebességgel. Ha a hűtés túl gyors, a csőben belső feszültségek keletkezhetnek, míg ha túl lassú, akkor a cső nem szilárdul meg megfelelően.
A vágófejet úgy kell beállítani, hogy a műanyag olvadék simán és egyenletesen áramoljon a kalibráló egységbe. Előfordulhat, hogy módosítania kell a szerszámfej hőmérséklet- és nyomásbeállításait, hogy optimalizálja a műanyag olvadék áramlását.
Gyakori problémák hibaelhárítása
Még a sebességarány gondos beállításával is előfordulhat néhány probléma az extrudálási folyamat során. Íme néhány gyakori probléma és azok elhárítása:
1. Egyenetlen falvastagság
Ha azt észleli, hogy a cső falvastagsága egyenetlen, ennek oka lehet az extruder és a kihordó egység közötti nem megfelelő sebességarány. Próbálja meg úgy beállítani a kihúzó egység sebességét, hogy jobban megfeleljen az extrudálási sebességnek. Előfordulhat, hogy ellenőriznie kell a vágófejet és a kalibráló egységet is, hogy nincs-e eltömődés vagy eltolódás.
2. Felületi hibák
A felületi hibákat, például karcolásokat, buborékokat vagy durva foltokat számos tényező okozhatja, beleértve a helytelen sebességarányokat, a nem megfelelő hőmérséklet-beállításokat vagy a szennyezett nyersanyagokat. Ellenőrizze az összes komponens sebességarányát, és győződjön meg arról, hogy az extruder, a szerszámfej és a kalibráló egység hőmérsékleti beállításai az ajánlott tartományon belül vannak. Ezenkívül ellenőrizze a nyersanyagokat, hogy nincsenek-e szennyeződések.
3. Alacsony gyártási sebesség
Ha nem éri el a kívánt gyártási sebességet, annak az lehet az oka, hogy a sebességarányok nincsenek optimalizálva. Tekintse át az összes komponens sebességbeállításait, és győződjön meg arról, hogy hatékonyan működnek együtt. Előfordulhat, hogy ellenőriznie kell a berendezést, hogy vannak-e olyan mechanikai problémák, amelyek lelassíthatják a folyamatot.
Egyéb kapcsolódó extrudáló vonalak
Amellett, hogy aOPVC csőextrudáló vonal, mi is kínálunkPVC szálerősítésű tömlő gyártósorésPVC acélhuzaltömlő extrudáló sor. Ezek a vonalak megkövetelik a különböző alkatrészek fordulatszám-arányának gondos beállítását is a kiváló minőségű termékek biztosítása érdekében.
Következtetés
Az OPVC csőextrudáló sor különböző összetevőinek sebességarányának beállítása kritikus feladat, amely megköveteli az extrudálási folyamat és az érintett berendezések alapos megértését. Az ebben a blogbejegyzésben felvázolt tippek és technikák követésével optimalizálhatja a sebességarányt, javíthatja a termék minőségét és növelheti a termelés hatékonyságát.
Ha OPVC csőextrudáló gépsort keres, vagy bármilyen kérdése van a sebességarány beállításával kapcsolatban, forduljon hozzánk bizalommal. Azért vagyunk itt, hogy segítsünk Önnek, hogy a legtöbbet hozza ki extrudáló berendezéséből.
Hivatkozások
- Edward A. Gradoski "Műanyag-extrudálási technológiai kézikönyve".
- "Extrúzió: A végleges feldolgozási útmutató és kézikönyv", Christopher Rauwendaal





