A műanyagcső-extrudáló sor egy kifinomult gyártási rendszer, amely kulcsfontosságú szerepet játszik a különféle iparágakban használt műanyag csövek széles választékának előállításában. A műanyagcső-extrudáló sorok vezető szállítójaként izgatott vagyok, hogy végigvezethetem Önt e figyelemre méltó gépek működésének bonyolult folyamatán.
1. Nyersanyag előkészítés
A műanyag cső útja az alapanyagok kiválasztásával és előkészítésével kezdődik. A csőgyártáshoz gyakran használt műanyagok közé tartozik a PVC (polivinil-klorid), a PE (polietilén) és a PP (polipropilén). Ezek a műanyagok kis pellet formájában érkeznek, amelyeket gondosan silókban vagy garatokban tárolnak.
Az extrudálási folyamatba lépés előtt a nyersanyagok szárítási folyamaton eshetnek át, különösen a higroszkópos műanyagok, például a PVC esetében. A műanyagban lévő nedvesség a végtermék hibáit, például buborékokat vagy rossz felületi minőséget okozhat. A szárítás jellemzően szikkasztó szárítóval vagy forró levegős szárítóval történik, amelyek a nedvességet elfogadható szintre távolítják el.
2. Az extruder adagolása
Miután a nyersanyagokat megfelelően előkészítették, betáplálják az extruderbe. Az extruder a műanyagcső-extrudáló sor szíve. A tetején található egy garat, ahol a műanyag pelleteket töltik, és egy hosszú hordó, benne egy forgó csavarral.
Az extruderben lévő csavar több funkciót is ellát. Ahogy forog, a műanyag pelletet a tartályból a hordó vége felé továbbítja. Ugyanakkor a csavar összenyomja és elnyírja a műanyagot, és a súrlódás révén hőt termel. Ez a hő a hordó köré tekert külső fűtőelemekkel kombinálva homogén, viszkózus masszává olvasztja a műanyag pelleteket.
3. Olvadás és keverés az extruderben
Az extruder hengere több fűtési zónára van osztva, amelyek mindegyike saját hőmérséklet-szabályozással rendelkezik. A hőmérsékletet gondosan szabályozzák, hogy a műanyag egyenletesen olvadjon. A kezdeti zónák alacsonyabb hőmérsékleten vannak beállítva, hogy fokozatosan melegítsék fel a műanyagot, míg a későbbi zónák magasabb hőmérsékletűek, hogy teljesen megolvadjanak.
Az olvadás mellett a csavar alaposan össze is keveri a műanyagot. Egyes extrudáló vonalakban keverőelemek vagy statikus keverők is lehetnek a hengerbe az olvadt műanyag homogenitásának fokozása érdekében. Ez döntő fontosságú az állandó tulajdonságokkal, például falvastagsággal és szilárdsággal rendelkező csövek előállításához.
4. Vágófej- és csőalakítás
Miután a műanyag megolvadt és jól összekeveredett, átnyomja a szerszámfejen. A vágófej egy speciális szerszám, amely megadja a műanyag végső formáját. Műanyag csövek esetén a szerszámfejnek egy kör alakú nyílása van, közepén egy tüskével. Az olvadt műanyag a tüske körül áramlik, csőszerű formát alkotva.
A szerszámfej és a tüske mérete és alakja állítható, így különböző átmérőjű és falvastagságú csövek készülhetnek. Például, ha nagyobb átmérőjű csövet szeretne előállítani, akkor nagyobb kör alakú nyílású szerszámfejet és ennek megfelelő méretű tüskét használnak.
5. Hűtés és méretezés
Miután a műanyag cső formájában kilép a szerszámfejből, le kell hűteni és méretezni kell. A hűtés elengedhetetlen ahhoz, hogy a műanyag megszilárduljon, és a cső végleges formáját és szilárdságát adja. A hűtési módoknak két fő típusa van: vízhűtés és léghűtés.

A vízhűtés a leggyakoribb módszer. Az újonnan kialakított csövet egy víztartályon vagy egy sor vízpermetező kamrán vezetik át. A hideg víz gyorsan lehűti a cső külső felületét, amitől az megszilárdul. Az egyenletes hűtés érdekében a víz hőmérsékletét és áramlási sebességét gondosan szabályozzák.
A méretezés az a folyamat, amely biztosítja, hogy a cső átmérője és kereksége megfelelő legyen. Ezt általában méretező hüvelyekkel vagy vákuumméretező tartályokkal érik el. A vákuumméretező tartályban a cső körül vákuumot alkalmaznak, amely segít a csövet a méretező hüvelyhez képest tartani, és biztosítja a kívánt alak megtartását.
6. Szállítási egység
A lehúzó egység feladata, hogy a lehűtött és méretezett csövet az extrudáló vezeték mentén állandó sebességgel húzza. Meghajtott görgőkből vagy szíjakból áll, amelyek megfogják a csövet és előre mozgatják. A kihúzó egység sebessége szinkronban van az extrudálási sebességgel, hogy a csőhossz és a falvastagság egyenletes legyen.
Ha a lehúzási sebesség túl gyors, a cső vékonyabb lehet a kívántnál, ha pedig túl lassú, akkor a cső vastagabbá válhat. Ezért a kihúzási sebesség pontos szabályozása kulcsfontosságú a kiváló minőségű csövek előállításához.
7. Vágás és tekercselés
Miután a csövet végighúzta az extrudáló vonal mentén, le kell vágni a kívánt hosszúságra. Ezt vágóeszközzel, például fűrésszel vagy repülőkéssel kell elvégezni. A vágókészülék programozható úgy, hogy meghatározott időközönként vágja le a csövet, az ügyfél igényeitől függően.
Egyes csőtípusok esetében, különösen a kisebb átmérőjű és hajlékony csövek esetében, ahelyett, hogy egyenes hosszúságúra vágnák őket, tekercselhetők. A tekercselés tekercselőgéppel történik, amely a csövet egy orsóra tekeri. Ez megkönnyíti a csövek szállítását és tárolását.
8. Minőségellenőrzés
A teljes extrudálási folyamat során a minőség-ellenőrzés rendkívül fontos. Különféle érzékelők és felügyeleti eszközök vannak felszerelve az extrudálási vonal mentén, hogy észleljék a hibákat vagy a kívánt előírásoktól való eltéréseket.
Például vastagságmérők használhatók a cső falvastagságának valós idejű mérésére. Ha a falvastagság az elfogadható tartományon kívül esik, az extrudálási folyamat ennek megfelelően módosítható. Egyéb minőségellenőrzési intézkedések magukban foglalhatják a cső átmérőjének, kerekségének, felületi minőségének és mechanikai tulajdonságainak ellenőrzését.
Termékpalettánk
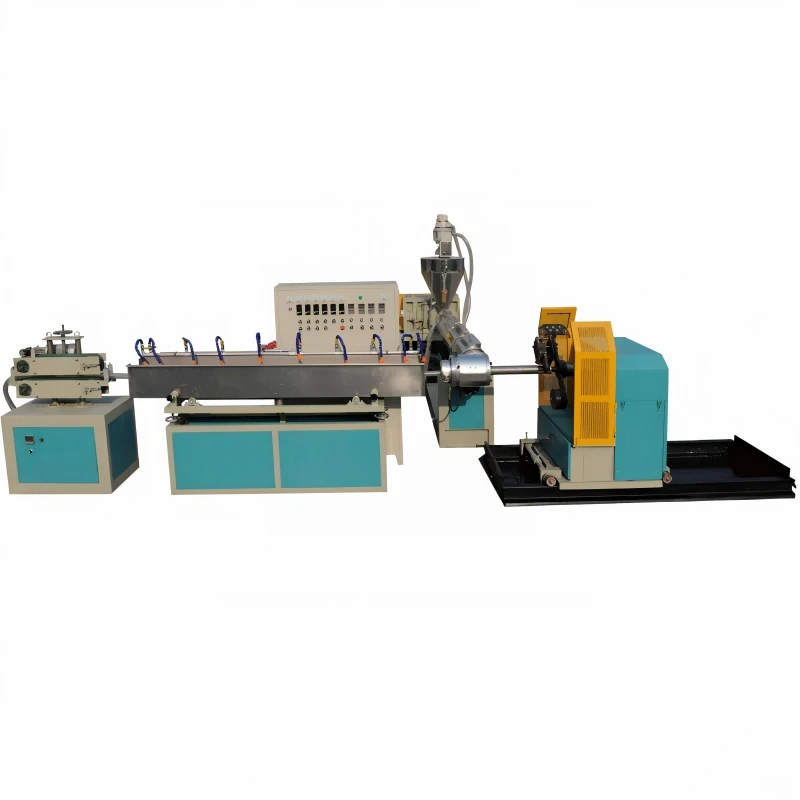
Műanyag cső extrudáló sor beszállítóként a gyártósorok széles skáláját kínáljuk a különböző vásárlói igények kielégítésére. Például a miénketPVC szálerősítésű tömlő gyártósorszálakkal megerősített, nagy szilárdságú PVC tömlők gyártására tervezték. Ezeket a tömlőket széles körben használják olyan iparágakban, mint a mezőgazdaság, az építőipar és az autóipar.
A miénkPVC acélhuzaltömlő extrudáló soregy másik népszerű termék. Acélhuzal-erősítésű PVC tömlők gyártására képes, amelyek alkalmasak olyan alkalmazásokra, ahol nagyobb nyomásállóságra van szükség.
Ha érdekli a PPR csövek gyártása, a miPPR csőextrudáló vonalaz ideális választás. A PPR csövek kiváló hőállóságukról, korrózióállóságukról és hosszú élettartamukról ismertek, és gyakran használják vízvezeték-rendszerekben.
Beszerzésért forduljon hozzánk
Ha műanyagcső-extrudáló sorra vágyik, kérjük, vegye fel velünk a kapcsolatot a részletes megbeszélés érdekében. Szakértői csapatunk testreszabott megoldásokat tud nyújtani az Ön egyedi igényei alapján, beleértve a műanyag típusát, a csőméretet és a gyártási kapacitást. Elkötelezettek vagyunk amellett, hogy kiváló minőségű berendezéseket, megbízható értékesítés utáni szolgáltatást és műszaki támogatást biztosítsunk műanyagcső-gyártási üzletének sikere érdekében.
Hivatkozások
- "Műanyag-extrudálási technológia kézikönyve", Allan A. Griff.
- "Extrúzió: A végleges feldolgozási útmutató és kézikönyv", Christopher Rauwendaal.





